
From start to finish, there are over two dozen steps in our process. slide show
How We Paint Bikes

By Joe Bell
Originally printed in The Rivendell Reader, Issue 22, Winter 2001
First we look the frame over for any obvious problems (dents, rust, pin holes, bulges, alignment, etc.) This gives us the opportunity to check out the builder's work -and critique the workmanship. We call this "bus driving." We then put toothpicks in the breathing holes, bolts in the water bottle bosses and plugs in the bottom bracket and head tube so that sand will not get inside the tubes during the blasting process.
For an illustrated guide to a JB paint job, click here
Next we put the frame into the blasting cabinet and sandblast the frame clean to insure a good bond between primer and metal. We use a special pressure-pot cabinet because it is designed to yield superior results with half the air pressure that would be needed with a siphon feed cabinet. Normal air pressure is 35-45 psi as opposed to 75-90 psi. This is much better for the frame and doesn't make the air compressor work as hard.
Our choice of blasting media is 60 grit garnet sand because we like the fine "tooth" that it etches on the frame to promote paint adhesion. It is lavender in color. Coarser grits and higher blasting pressures are the way metal is cleaned for most industrial finishes, but is not appropriate for relatively thin walled bicycle tubing. Another reason we prefer garnet as opposed to other media is because when it hits the metal, it tends to break down rather than keep its original shape. This ensures that the media does not imbed itself in the metal, causing stress that could lead to a potential failure down the road. A popular blasting media known as aluminum oxide has been known to do this to lightweight steel. It costs about the same as garnet ($60.00 / 90 lb. bag) but the garnet is more desirable because it's more gentle.
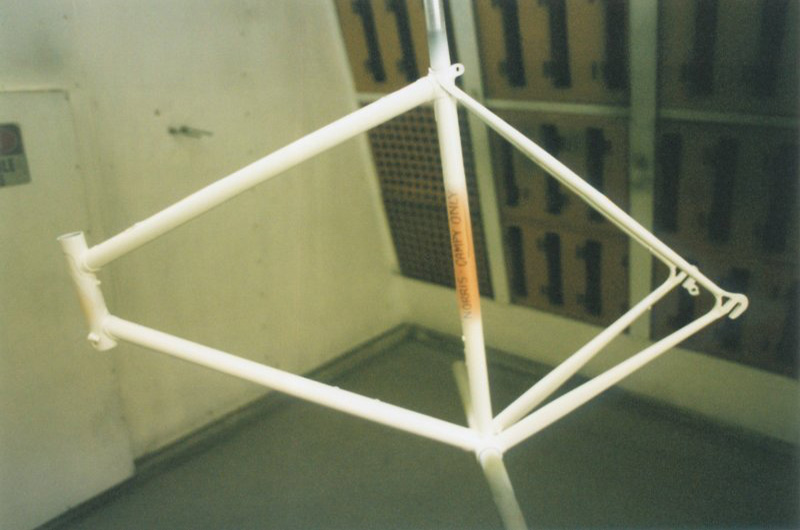
After the toothpicks, bolts and plugs are removed and excess dust is blown off, we bring the frame into the spray booth for the first coats of epoxy chromate primer. The frame is then force dried in a small room with a heater at approximately 150 degrees F. for one hour.
Then we look for minor imperfections and touch them up with spot putty (bondo). When the putty dries, we sand it, smooth it, and apply primer. When this is dry the whole frame is carefully sanded smooth with 320 grit dry sandpaper. It is now ready for top coating. The frame is then blown off with air and sprayed with a special radioactive static eliminator nozzle to greatly reduce dust nibs caused by small airborne debris. If the frame is a Rivendell, then the head tube is sprayed with DuPont Imron Polyurethane enamel #4296 Cream in three coats, with a flash time of 10-15 minutes between each coat. After sitting overnight or one hour in the oven the head tube is now carefully masked using only the finest quality 3M automotive masking tape. It's expensive tape, but well worth it as it leaves no adhesive residue and comes off easily when it's time to pull off. Just try spraying and baking urethane over Home Depot tape and then removing it and you'll see what I'm talking about. The tape is then delicately cut with a virgin #11 x-acto blade right in the corner of the tube and the lug. A special tool is used to make sure the tape is laying down properly. This process separates the men from the boys in bike painting. The cream overspray that was not masked is re-scuffed with 320 grit and blown off once again with air and then the ray gun. We're now ready to mix paint!
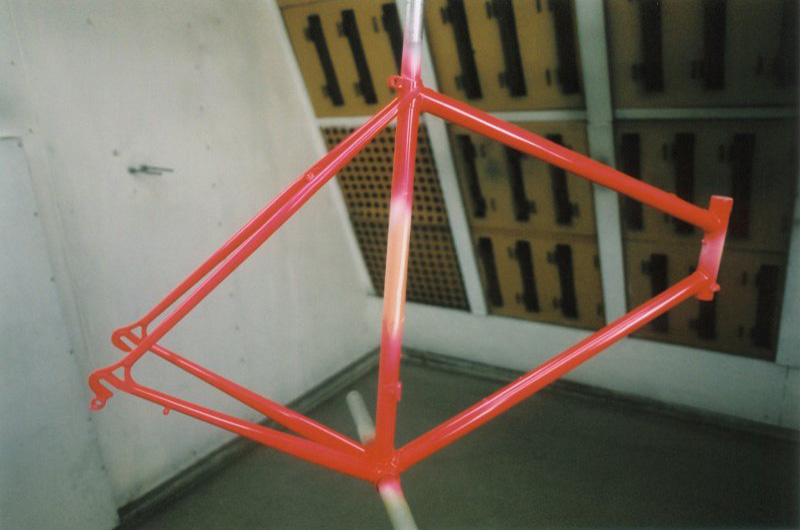
After making sure the frame is clean, we make sure the spray booth is relatively sanitary and then suit up and don the face mask that will supply clean air that is piped in from a remote pump that is feeding air at the rate of 15psi. This is necessary because DuPont Imron fumes are toxic. The can of paint is selected, opened, stirred thoroughly and mixed in a ratio of 6 parts paint to one part high solids activator and one part reducer with a smidgen of paint additive thrown in for insurance against contamination. The activator is the good stuff that makes the paint kick off. It has lots of wonderful ingredients like aliphatic polyisocyanates, ester solvents and xylene. Wonderful brew, indeed. They have to make the container for it extra large just so they can fit the warning label on it. I get the bro' deal on this stuff and it still costs me 300 bucks a gallon. But I'm digressing here.
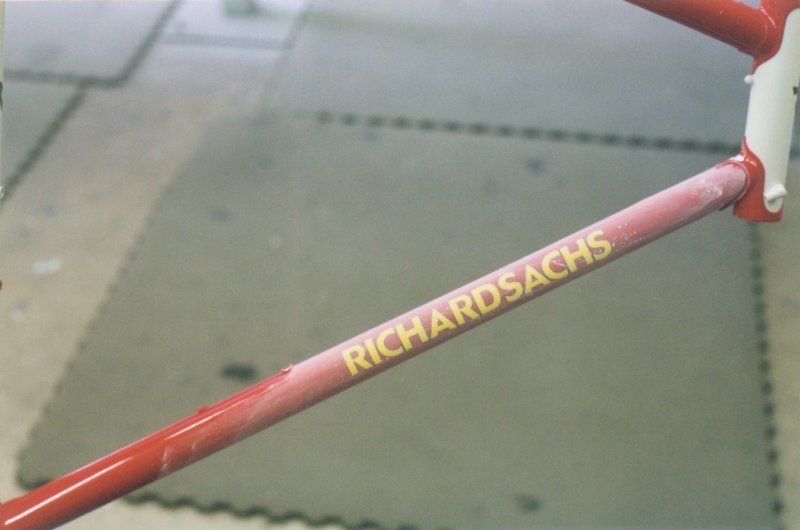
Three topcoats are skillfully applied with a 10-20 minute flash time between coats, depending on temperature. After sitting overnight, the masking tape is carefully removed and the transition area between the main color and the cream is gently scraped with the x-acto blade to remove any excess tape or paint build-up. Decals are now applied and the first coat of cream is painted in the cutout windows around the frame. About twenty minutes in the oven to cure the decal adhesive and make sure cutouts are dry and we're ready for clear coats. One good solid un-reduced coat over the entire frame and fork with several coats over the decals and it's off to the oven for an hour at 150-160 degrees F.
Time for the fun part. By this time, even with all the babysitting the frame has been through, there's always some dust nibs in the paint. So we break out the 320 grit dry paper and sand the clear smooth. Don't fall asleep at the sandpaper and go through the clear to the color because you've really blanked it up when that happens.
Now we have all these 320 grit scratches in the clear coat. We want to get as good a gloss as we can, so we're going to make those scratches a lot finer by wet sanding with 1000 grit sandpaper. I might add here that we've already gone way beyond where production bike painters have already finished, cleaned the gun, shipped the frame and are well into that second 12 pack of Old Milwaukee. Only the best custom painters are left in the room now.
Okay; now we wipe down the frame and get it really clean with no sanding backwash left. The second coat of paint is applied in the cutouts. This is necessary so that you can't see through the cutout and see the color of 'the frame underneath. It really does count; just look at some of the Italian imports (the ones that still have lugs and cutouts). It looks like they paint the windows with a worn out toothbrush. The lug line of the head tube is gone over with the cream as well as the pinstripe around the top and bottom head lugs. A little more close inspection and fussing over the frame and we're ready to go back into the booth for the final time. More wiping down, blowing air, ray gun action, a little prayer to the paint god and we lay down three coats of clear Imron, baby! A little more reducer in each successive coat for increased flowout and we are now running the ragged edge between liquid glass and run city. Let it sit for awhile to flash off and try not to trip while carrying it in to the baking room.

I usually like to let it sit overnight and cure slowly before giving it an hour of oven time the next day. Now it's time to look it over and see if any errant dragonflies have landed on the top tube and stumbled along in a fog leaving their tracks in a crooked path before being overcome by cyanate fumes and becoming permanently encased in the ever hardening clear coat.
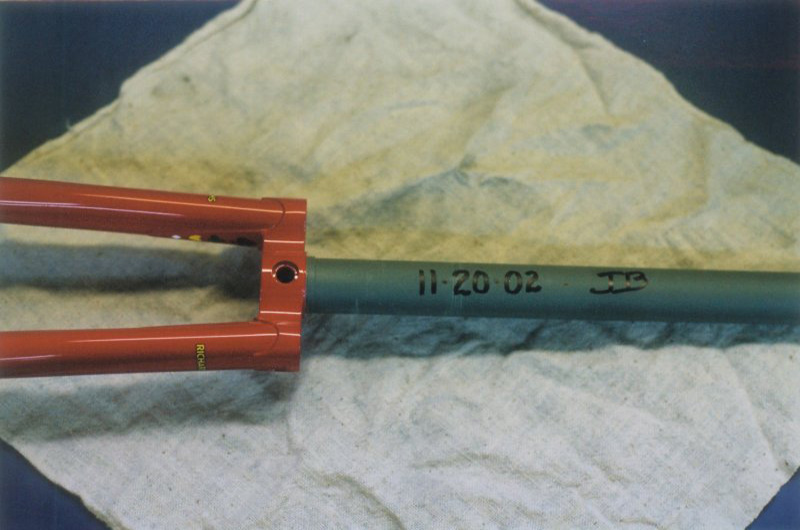
If all looks good, the tape is pulled off the shift bosses and from inside the head tube and a clear vinyl chain-slap protector is laid down on the right chain stay so that it disappears—a little extra protection where it's needed. We also write the date it was finished on the steering column for future reference. All my records of paint jobs are categorized by date of completion.
Well, there you have it. It's not easy or fast, but it's nice to do something for a living that people like to look at, can appreciate for many years, makes them want to ride their bike, and with a little luck will lead to many happy memories.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

COMMENTS:
“I had the unique pleasure of riding with JB and San Diego frame builder Bill Holland some years ago when they came to Italy for Bill’s 50th birthday celebration. Both fantastic people and fine bike riders, JB is as funny as he brilliant. I have a 1972 Masi Gran Criterium that he rehabbed and re-painted so I can fully appreciate his artisanship. That bike looks as good today, at least 14 years later, as it did the day it left his workshop. Minus a few small chips in the paint from riding it at the Eroica a few too many times”.
— Mark Maremma, January 2014
©2016 JB and Joe Bell Bicycle Refinishing, all rights reserved. ALL ANALOG: paint jobs made by hand. Home - Photographer Chris Wimpey - Web Dev